
Vol. 8 No. 1 - 2001
Background history of Linen
from the flax in the field to finished linen cloth
by S.C. Lutton

To start with, the flax plant, Linum usitatissimum being the Latin name, is a Bast vegetable or hard fibre in the same class as Jute, Hemp, Sisal, Coir or Ramie.
Flax is grown in northern Europe in such countries as France, Belgium, the Netherlands and Italy. It was also grown in Ireland from time immemorial when linen cloth and wool cloth were in the earlier days the only form of woven cloth available for apparel. Cotton only became available with the opening up of the Americas. In Ireland flax was grown by the farmer as a regular crop, particularly in the counties of Down and Antrim, where Scottish settlers brought over with them more efficient methods of growing and processing flax.
It is not generally known that during the Second World War large acreages of flax were grown in Co. Cork and Co. Kerry, which also included Retting and Scutching. The milder climate in the extreme South of Ireland was of great assistance. These enterprises were set up by Linen Industry businessmen from the north with close support from the Northern Ireland government and that of the Free State. The resultant flax fibre spun in N. Ireland mills and the flax yarn woven in weaving factories in the North was of great assistance to the War effort as flax supplies were cut off by the might of Nazi Germany who had invaded and occupied the continental coastline from Norway to the Franco-Spanish border.

Today flax growing in Ireland has practically ceased. What flax spinning remains (for instance Herdmans Ltd. of Sion Mills, Co. Tyrone) would draw its flax from Northern Europe with Courtrai in Belgium the chief trading centre.
The flax plant (Linen usitatissimum ) requires a rich well-cultivated soil and reasonably temperate climate. It is sown in a similar manner to corn (oats), wheat or barley, to produce a long tight-packed growth, some 2½ to 3 feet tall. The flowers form a cluster at the top (The Wee Blue Blossom) usually sky blue although some new strains of flax are white. In August the flowers wither and seed balls are formed, From flax seed balls Linseed Oil can be extracted which has a number of uses including the base material for oil paint.
The flax seed is sown in April and the plants mature in August. It is then pulled up by the roots to obtain the maximum amount of fibre. This operation was in the past carried out by hand, a most arduous process, but the pulling is now done by machine in wide swathes as a one or two-man operation.
For the production of flax for Linseed Oil a shorter strain of flax is grown and is harvested by cutting above ground level with the roots left in the ground. After pulling the flax is spread on the ground and turned over several times to dry out thoroughly, The beets are then made up into "knee gaits" or "long gaits" In the field for further drying and then finally stored in well-thatched stacks, If, as in the old days, the farmer was doing his own retting in the flax dam or lint hole, the flax after pulling, and still damp, was placed in the dam and weighted down with stones. Those of us who date back to the period between the two World Wars will remember the pungent smell of retting flax in the latter half of August. Nowadays flax is usually retted in tanks, using hot water and chemicals and in this way the process can be strictly controlled and speeded up.
The flax plant stem is made up of various layers with the bundles of fibre near the outside and woody matter on the inside, all bound together with pectin, which is a natural gummy substance, The woody matter has to be broken down and removed to release the fibre. This is done by retting, which is nothing more than rotting the woody matter. After retting and drying the flax plants are put through a machine with tightly interlocking fluted rollers to break up the wood core. Scutching now follows to remove the wood or Shive from the fibre, This is a beating process previously done on the Scutcher's wheel, but now carried out on a Turbine Scutcher as a continuous process, part of a factory system.
Flax in the past was water-retted but today on the Continent vast quantities are Dew-retted by spreading the flax plants in the fields after pulling and allowing the night dew to ret the flax. Dew-retted flax is dark in colour and contains a lot of impurities, whereas Water-retted is a light colour (remember the saying "like a flaxen-haired German girl"). Water retting also leaches out a lot of the impurities and lightens the colour. After scutching, the flax fibre is packed in bales where it is ready for the spinner who turns the raw fibre into yarn. This is an involved process and not easily understood without actually seeing preparation and spinning carried out in the Spinning Mill.
Spinning
There are three types of flax yarn produced in the spinning mill, viz. Line -made from the good quality long-staple flax which is tight-bound with relatively little projecting fibre.
Tow yarn, which is a Carding machine operation, uses waste fibre from the hackling and other processes, Combed tow goes through an added combing process to clean up the yarn. This type of yarn would be used for high-class fabrics such as linen suitings and Artists' Linen Canvas. Line yarn is the equivalent of Worsted and Tow an open hairy yarn similar to spun wool. Recognition must be given to the cottage-spun yarn of yesterday produced on a Spinning Wheel.
Two types of wheel were used in Ireland:

The Low Irish wheel derived from a Dutch design
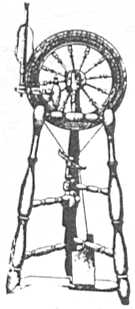
Castle type which is comparatively rare with the wheel on top of a splayed tripod with the spindle underneath.
In both cases flax-fibre was drawn from the distaff and fed by hand into the hollow revolving spindle. It took nimble fingers and a slobbery mouth to spin fine linen yarn so the womenfolk consequently did it. Two spinning terms are still used today - "Spinster" to denote an unmarried woman and "Distaff' side to indicate the wife's or female side of a family,
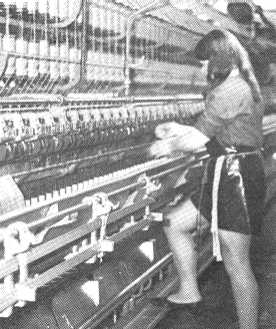
In the spinning mill the bale of flax is opened up and divided into "pieces" which amount to a good handful. They are passed by hand through a set of pins mounted on a block to roughly parallelise the fibre bundles and remove larger pieces of slime and dirt. The pieces are fed into the Hackling machine, which combs out impurities and tangles in a series of continuous mechanical combing, from open pins to very closely set. The Hackling machine is a monster weighing many tons. The resultant Hackled pieces of flax are fine and with a dull sheen.
From pieces it now becomes necessary to form a continuous ribbon of fibre. This is done on a Spreadboard with a special form of drawing frame, fitted with horizontal running, leather belts on which the pieces of flax are laid with a slight overlap to produce a continuous sliver, or ribbon, which is fed into tall narrow cans. The sliver produced on the Spreadboard goes to the next process of Doubling, which consists of bringing together, and superimposing several slivers to even out minor thicknesses in the resultant single sliver as an aid to improved quality. was bought and sold by the bundle. Today it is sold by the weight in kilos.
Weaving
The yarn from the spinner arrives at the mill either grey (natural), boiled or bleached on Cone, or a parallel-sided package called an AVO. Generally the stronger yarn is used for Warp, long-wise and parallel to the selvedge and the weft, which is woven-in, from selvedge to selvedge.
Following Doubling, the slivers are set up on a Roving frame which further draws out the slivers and puts in a twist of some two turns per inch and is then wound onto large wooden bobbins which are subsequently mounted on the top part of the spinning frame. The Rover passes through a trough of hot water to soften the natural gummy Pectin; then through two sets of paired rollers which further draw out or lengthen the rove then through the eye of the Flyer which inserts twist and onto the spinner's bobbin. The newer method of wet-spinning frame uses a ring with a traveller running in a groove. It can take a larger spinner's bobbin and has greater speed of production. Wet spinning is used for the finer Line yarns. Coarser Tows and Line are Dry-Spun; i.e. the Rove does not pass through a trough of hot water.
The product from off the spinning frame is now flax yarn, which has to be dried in ovens to prevent mildew. In days gone by it was reeled into 90" hanks from the spinner's bobbin but today it is usually packaged onto a cross-wound Cone that holds the package together without flanges. Linen yarn can be boiled, bleached or dyed in Cone form. Formerly these processes were only carried out in hank form.
Like all yarn or thread, Linen was given a number to define its diameter or thickness. The numbering system in vogue in the trade was based on the number of Cuts of 300 yards that weigh one pound (1lb) avoirdupois. This is denominated the Lea number.
Warp yarn is put up with the necessary number of ends (threads) in a Creel or Bank and run onto Warpers' beams (a steel barrel 4" to 6" diameter with round metal flanges either side, to prevent the yarn spilling over.) The warpers' beams are now set up in a Dressing or Slashing machine for sizing with a synthetic adhesive to bind down the loose surface fibre on the warp threads, which greatly facilitates the weaving process, where there is much friction on the warp.
The loom
The yarn for weft is wound from Cone or AVO onto weaving pirns for insertion in the shuttle. The shuttle traverses the slay in the loom through a Shed (in plain weaves 50% up and 50% down) and leaves a trail of weft behind which is beaten up by a reed (closed comb) into the fell of the cloth (where warp yarn joins the already woven cloth ).
A loom has a weavers' beam at the back and a cloth roller at the front on which the woven cloth is wound, The power-loom has a warp break detection device to stop the loom if a warp thread breaks, There is also a weft detection device to stop the loom if the weft breaks. These devices mean that a weaver can look after three or four looms. The automatic loom also changes the pirn in the shuttle without the loom stopping thus allowing a weaver to look after 8, 10 or 12 looms. Of recent years weft is inserted in shuttleless looms by arms or rapiers drawing the yarn from large cones. Other forms of weft propulsion are Air-jet or Water-jet.
Various devices can be fitted to the loom for fancy weaves such as multiple tappets or Dobbys for less complicated weaves and the Jacquard loom which produces figured damask tablecloths etc, and is controlled by punched paper cards. Checks are produced by revolving-box or drop-box, changing colour or different types of weft yarns, without the loom stopping.
Relatively few types of linen cloth are used in the raw or loomstate; therefore the greater part of the weaving factory product goes through a finishing process to be bleached cream or white, or perhaps dyed in a range of colours. Finishing also includes treatment by beetling or mangling to close the threads and impart a dull sheen. During finishing, shrinking takes place. A typical Cambric handkerchief cloth 37½" wide loomstate becomes 36" finished, and there is an outcome of the length of the web of some 4%. In weaving bordered linen handkerchiefs the individual handkerchief is woven off square, but subsequent finishing brings it out a true square. For instance, a loomstate bordered handkerchief woven 37½"wide x 17¼" finishes 36" x 18".
The influence of the French Huguenots
Mention must be made of the impetus given to the linen trade in Ireland by the arrival of the French Huguenots (Calvinists) from 1685 onwards. This move followed the Revocation of the Edict of Nantes in 1685 when protection of the Protestants in France was withdrawn and repression commenced leading to a flow of refugees to England via Holland and other countries... Switzerland, Germany and Denmark. With the consent of William III refugees settled in Ireland at Lisnagarvey (Lisburn), others at Chapelizod, Dublin and Waterford. In all a total of 10,000 came to Ireland and brought with them skills in weaving and finishing linen, wool and silk, including poplin, a silk/wool combination.
The Huguenot colony that settled in N, Ireland did not start Linen manufacture; they only introduced improved methods and the production of finer cloths, such as Cambrics, They also introduced improved business methods including banking and turned the existing linen trade from a cottage industry to a thriving organised business with export potential.
Louis Crommelin (1652-1727) was appointed overseer of the Royal Linen manufacture, Other noted names associated with Lisburn were De La Cherois, De Berniere, De La Valade, Gillot, Truffet, Mangin, Chartres (Charters), Chevet, Colbert, Dupre, Jelly, Orbre, Roche, Pettigrew, Owden, Dubordieu, to name a few.
Having given a very brief account of flax in the field to finished linen cloth, I would now wish to put on paper, terminology of parts of the loom, linen cloths etc, before they pass Into oblivion.
Flax In the field
Flax seed or linseed flax plant
Linen usltatisslmum, with blue or white flowers which mature to seed-balls... fibre bundles near the outside of the plant, woody core In the middle which Is known as shlve when removed from the plant,
Knee Gate
A pyramid of beets of the flax plant, set out on the field to dry. Retting is the term used for rotting the woody matter in the flax plant to release the fibre bundles, Alternative method is to Dew rot by spreading in the fields, This method is mostly used on the Continent.
Scutching
This is a method of beating the flax plant mechanically to remove the woody matter called shive.
Flax in the Spinning Mill
Roughing
A preliminary cleaning and sorting method, by drawing the flax by hand through an open tooth comb.
Hackling
A method of combing and cleaning by passing the flax pieces through graduated open-tooth metal combs.
Carding machine
An alternative method of producing tow yarn made from short fibre combed out in hackling,
Spreading
A machine used for turning pieces of flax fibre into a continuous sliver or ribbon.
Drafting
Combining several slivers into one sliver
(to water down faults) and draw out the resultant sliver.
Roving
This further draws out the sliver and inserts about 2 turns per inch with a revolving flyer.
Wet Spinning
Passing the rove through a trough of warm water, inserting twist with the flyer or ring.
Weaving - converting yarn into cloth
Sley
The part of the loom on which the shuttle runs, with leather pickers at each end for driving the shuttle to and fro.
Shuttle
The vehicle used to traverse the weft from selvedge to selvedge. The weft yarn is contained on a wooden pirn mounted on a hinged metal tongue.
Tappets
Cams which operate on the heddles and open up a warp shed through which the shuttle passes,
Sandbeam
A roller with a rough surface which turns slowly and feeds the woven cloth on to the cloth roller. It also controls the density of the shots.
Picking Stick
A slim wooden, usually hickory, lever, fulcrumed off the bottom and with the picker on top, to drive the shuttle,
Heddles
Frames with individual eyes through which each warp end Is threaded, The heddles rise and fall by cam action to produce a shed opening, through which the shuttle traverses,
Reed
A closed comb, placed vertically on the slay which acts as a wall to the shuttle. The 3¼" deep reed is made from fine polished wire and is changeable to give the required ends per inch.
Warp Stop Motion (WSM)
This is used on a power loom to detect a broken warp end and stop the loom,
Weft Fork
A mechanical sensor to detect broken weft and stop the loom,
Thrums
A handful of sized ends some two foot long attached to the loom arch. The thrums are used for repairing broken warp ends,
Sett
Denotes the number of warp ends to the inch, (Sett x 5). 1,000 x 5 = 50 ends per inch.
Shots
Denotes the weft picks per inch (Shots x 5,4), Sett and Shotts are an old system to indicate the density of the warp ends and weft shots or picks,
Lease Rods
These are placed behind the heddles. The yarn end passes over the lease rods, one over/one under, and then one under/one over. This facilitates the weaver to piece-up broken ends in their correct order,
Dressing
in the dressing machine and ...
Sizing in the slashing machine are two methods of coating the warp threads with a cellulose solution to smooth and strengthen the warp in its passage through the loom,
Non Automatic Loom and Automatic Loom
In the non automatic the empty pirn in the shuttle has to be replenished by hand by the weaver who stops the loom. In the automatic loom the pirn in the shuttle is replenished in a split second without the loom stopping.
Faults in Woven Cloth
During the weaving process various faults may occur:
- Broken weft which leaves a mini-gap or Shire across the width of the cloth,
- Missing ends which leave a mini-gap end out warp wise.
- Rip Outs or unweaving an inch or two of weft to cover up a fault. This tends to remove the size from the warp and can show up in the bleaching or dyeing process.
Oil Stains
These can occur from dirty machine oil.
Slubs
These can occur from over large pieces of rove in spinning.
Catalytic damage
This can be caused by contaminated oil containing brass from bearings in the spinning or weaving operation. On bleaching, the ends affected dissolve out leaving gaps. This is a complete disaster as the contaminated ends may run through dozens of webs making them unsaleable.
Linen terminology
Bleaching Greens/Mills are invariably located close to a river which gives an all-year supply of relatively clean, soft water. Examples of this are the Lower Bann, upper reaches of the Lagan and several rivers in Co. Antrim such as the Maine and Six Mile Water and other minor streams.
In the past bleaching was partially carried out by 'grassing' or laying the cloth out in the fields, but it is now a completely chemical process in a continuous factory system using pressure boiling, lime wash, sodium hypochlorite as the bleaching agent which is followed by an acid neutralising bath, followed by a thorough washing process to remove all chemicals.
The processes mentioned are all done in rope form. The cloth has then to be 'stentered' to open it out to its correct finished width and remove excess moisture. It is then beetled, but this process is now almost obsolete. It was a form of finish that pounded the rolled webs of cloth with heavy wooden beams or beetles, which were lifted by cams or wipers and dropped by gravity on the cloth roll. The pounding flattened the threads and imparted to the cloth a dull sheen. This process is now done as a continuous feed through a callender by passing the cloth through the nip of large, heated rollers that are hydraulically loaded to put the maximum pressure on the cloth. The cloth then passes over drying cans and is either rolled or lapped in metres. Drying is done on dye jigs, machines which pass the cloth from a roll through the dye-bath and then dry it on heated cans or by hot air and re-roll It again,
Mercerising is another form of high class finishing. It works on the principle of controlled shrinking the cloth with acid as it passes through a Stenter. This has the effect of imparting a distinct lustre to the cloth and giving improved crease-resistant properties and soft handle.
Linen is also printed principally for Dress goods and furnishings. However linen is at its best, bleached or dyed, where the natural texture of the thick/thin characteristic of linen yarn is apparent.
Linen Fabrics
Most linen cloths are produced in plain weave (one up, one down) but other weaves such as twill, huckaback, crepe, Satin weave as used in Damask (either one end up and 4 ends down - 5-leaf satin or, for double damask, one end up and 7 ends down - an 8-leaf satin weave.)
Cambric: One of the finest linen cloths used for men's handkerchiefs.
Sheer: Uses yarn much finer than in a Cambric to give an open, sheer cloth favoured for ladies' handkerchiefs. Linen handkerchiefs with a corded border were used principally in men's handkerchiefs in a cloth between Cambric and Sheer weight known as Medium Sheer Cords.
Damask Napery: The Queen of Linen fabrics: a figured woven cloth, produced with a Jacquard machine in a vast variety of designs. (Usually white finish.)
Glass Cloths: For domestic drying of crockery and glassware. No other type of fabric is better than linen. It does not lint (shed fibre), remains crisp and will absorb its own weight of water.
Embroidery Linen: Produced in many weights in plain weave and finished in white, cream or colour. Until recently it was a ruling in the Roman Catholic Church that only pure linen could be used for altar cloths and vestments. Embroidery was done on linen as an Irish cottage industry, and also in Madeira, Cyprus and other countries.
Bedlinen and Pillowcases: Used in the past, but now largely superseded by cotton or cotton/ Terylene, blend.
Dress Linens and Suitings: A cool crisp fabric though prone to creasing. The property of "coolness" is particularly useful in a hot climate.
Artist's Linen Canvas: Virtually all good oil paintings are done on linen canvas. The cloth is doped or treated to fill the pores and then stretched on wood frames with wedges. The thick/thins of linen show through the painted picture and give it character.
Aero Linen: A very strong, closely woven fine cloth used for covering the wings and fuselage of the earlier generation of aircraft, A number of plies were used and doped with a cellulose preparation. In the earlier years of the Second World War, the Wellington bomber, the Hurricane fighter and towed gliders were linen fabric covered.
Linen Furnishing Fabrics: 100% linen tends to be too stiff to give satisfactory draping.
To overcome this printed furnishing fabric was made from a cotton warp and linen weft.